


磨削技術
平面磨床修理中常見的5種比較特殊的疑難故障分析故障排除方法 |
| 發布時間:2023/12/21 |
| 平面磨床修理中常見的5種比較特殊的疑難故障分析故障排除方法 平面磨床在使用和維修過程中遇到的故障是多種多樣的,不同的液壓傳動磨床由于液壓系統之組合元件不同,其故障現象不同,即使是同型號磨床故障也各不相同。系統中產生的故障,有的是某一液壓元件失靈而引起;有的是液壓系統中各液壓元件綜合性因素所造成;同時,機械、電器以及外界因素也會引起液壓系統出現故障。其中有些故障用調整方法即可解決,而有些故障則因使用年久,精度超差需經修復才能恢復其性能,也有些故障則是因為原始結構不良或因先天性潛在隱患所造成。因此,液壓系統各種故障的排除,需要具體問題具體分析,區別對待。 平面磨床修理中常見的5種比較特殊的疑難故障分析故障排除方法: 1. 臥軸矩臺平面磨床磨頭液動換向遲緩,有時不換向 M7130型磨床磨頭進給部分液壓原理圖如圖1所示,但南通第二機床廠、四川磨床廠、哈爾濱第一機床廠等制造廠的隨機說明書中液壓原理圖上均未示出節流閥J。而此節流閥在操縱箱實際結構中是存在的,只是隱藏于箱體內部,極不容易發現。節流閥J在操縱箱中的安裝位置如圖2所示。它的實際作用是,當先導閥受換向擋塊作用或手動換向動作后,控制換向閥的壓力油經先導閥進入換向閥一腔,換向閥另一腔的回油必須經節流閥J回至背壓閥回油路回油,節流閥J的開口尺寸直接影響換向閥的換向時間,若堵塞則不能換向。 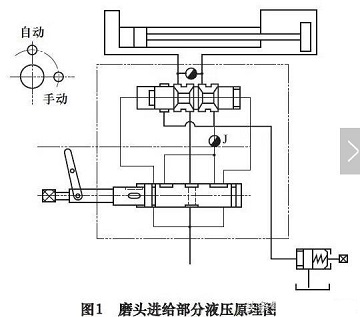 圖2主視圖為磨頭操縱箱的外形圖,排故時卸下堵頭K,找到深孔底部緩沖節流螺釘,螺釘帶有φ2mm通孔,原制造廠曾用描圖紙虛堵在φ2mm孔中,隨著機床使用時間的增長,小孔和描圖紙上油污會越積越多,逐漸使φ2mm小孔通流面積不穩定地變化,甚至時通時斷,就導致上述磨頭液動換向故障。排除故障時卸下堵頭K,擰出節流螺釘J,清洗疏通φ2mm小孔即可。 2. 平面磨床磨頭進刀不均勻 平面磨床磨頭進刀不均勻性按照出廠驗收技術要求,只要不超過25%即為正常,在一般情況下排除進刀不均勻性故障并不困難,只要正確地調整進給分配閥的兩面二端的節流螺釘即可,但是從我們對M7120A平面磨床大修和日常排故中遇到的不均勻故障來看,實際情況要復雜得多。關于磨頭進刀不均勻性故障的排除可分為兩個方面。 (1)單純斷續進刀不均勻 造成單純性斷續進刀不均勻的原因其一為進給分配閥兩端節流螺釘調整不當,致使進給分配閥往復移動速度差異;其二為磨頭進給油路局部嚴重彎扁,造成磨頭油缸兩端進油液阻差;其三為進給分配閥兩端的節流螺釘由于采用針狀閥結構的微調效果不良,使調整失效。 再者,在調整磨頭進刀均勻性時應注意,由于進給分配閥的往復移動之壓力油源是由工作臺換向閥在換向時提供的,這樣,如果工作臺換向閥兩端的停留閥調整不當造成工作臺換向沖擊,尤其工作臺單邊沖擊,或者其它外界原因引起換向沖擊,則換向沖擊時產生的壓力波動必然影響系統壓力,使進給分配閥往復移動速度不平穩甚至速度大小不等,這樣在分配閥移動過程中導通而提供給磨頭油缸的油量也就不同,造成斷續進刀量不均勻。因此,必須首先調整好工作臺換向節流螺釘,消除工作臺換向沖擊,使換向平穩后再調整分配閥兩端的節流螺釘,才能達到預期的效果。 (2)斷續進刀不均勻且連續進刀往返速度不等 修理中遇到一臺M7120A型平面磨床,磨頭斷續進刀進、退兩方向移動量差異大,遠遠超過了允差范圍,磨頭前進量大,退回量小,若把進刀量調小,此磨頭前進時符合要求,后退時則不動作。而在連續進給時,磨頭前進時速度快,后退時速度慢。考慮到由于磨頭連續和斷續進刀二者都出現不均勻現象,而磨頭連續進給油路又與進給分配閥無關,因此,故障應出在磨頭操縱箱上。為排除此故障也曾對磨頭操縱箱進行過多次分解檢查,終于發現在磨頭操縱箱換向閥箱體存有一細小砂眼,由于砂眼的存在影響了封油效果。 3. 磨頭斷續進給的停頓間隙,磨頭蠕動 如果進給分配閥閥體和殼體閥孔存有過大間隙,會有少量壓力油進入油缸腔內,使磨頭蠕動。再者,如果進給選擇閥與殼體間隙過大也會產生上述故障。 圖3為進給選擇閥工作示意圖。從圖中可以看出,B-B剖面和D-D剖面的壓力油1都有可能通過間隙流入油路12而進入磨頭油缸,使磨頭斷續進刀的停頓間隙產生蠕動。 這類故障一般發生在機床年久失修或出廠時零件質量嚴重超差的情況。修復時可采用研磨閥孔,閥芯鍍鉻的方法。但進給選擇閥采用鍍鉻修復時應注意,因磨削外圓需打中心孔,會破壞選擇閥左端N處的密封(原零件用堵頭密封使選擇閥軸心孔不與外界相通)。因此磨削完后用堵頭重新密封,否則油路壓力油將從N處大量噴出。 4. 工作臺快速速度低 對于平面磨床來說,工作臺速度達不到要求不僅降低生產率,而且因為快速行程是獲得較好表面粗糙度的重要手段,所以速度上不去會嚴重影響磨削表面的粗糙度。 實際使用中,影響工作臺速度的因素很多,主要的原因如油泵內泄漏,管路系統泄漏,油缸活塞和缸體磨損間隙過大,使進、回油腔竄油,或者是新修機床導軌摩擦阻力過大等。 M7120A型平面磨床說明書規定工作臺運動速度最大應達到18m/min,此最大速度指標本來就不高(M7130最大速度規定為28m/min)。有一臺M7120A磨床工作臺速度最大僅達12m/min,修理中發現影響工作臺速度的原因,主要是由于原齒輪油泵徑向間隙和軸向間隙嚴重超差(該齒輪油泵的設計徑向總間隙為0.03~0.06mm,軸向總間隙為0.04~0.08mm)影響油泵容積效率,流量減小。第二個原因為管路系統泄漏。第三個原因為油缸活塞和缸體磨損間隙過大,尤其是缸體中間部分更大。M7120A型平面磨床活塞與缸體腔的密封不采用密封圈密封,活塞與缸體孔配磨間隙應保證在0.02~0.05mm范圍內。裝配后的油缸組件在1.5 MPa油壓作用下,各處不應有滲漏。 針對上述3項故障,在排除管路系統泄漏的情況下對有關元件進行了修復,使工作臺最大運動速度由原來的12m/min提高到17.28m/min,基本達到了說明書的規定。 5. 磨頭斷續進刀動作慢于工作臺換向動作 平面磨床在正常情況下,其磨頭的斷續進給動作應該先于工作臺換向起步動作,進刀動作之所以會慢于工作臺換向動作,除因為進刀壓力油經進給分配閥到進給選擇閥,再到磨頭換向閥后進入油缸路線長、壓力損失較大外,主要因工作臺換向閥及進給分配閥兩端的節流閥調整不當,造成干擾現象所致。 因此平面磨床在修理中必須將工作臺換向閥兩端的節流閥和進給分配閥兩端的節流閥調整協調,不要造成干擾現象。調整時先在工作臺速度5 m/min左右進行換向調整,消除工作臺換向沖擊和滯留現象,當換向產生沖擊現象時將調整螺釘擰入,而有滯留現象時則將螺釘擰出來,使工作臺換向正常。然后調整進給分配閥兩端的節流螺釘,調整選擇在工作臺靜止不動的情況下進行,將進給選擇閥轉至斷續進刀最大位置,一面撥動工作臺先導閥杠桿,一面調整節流螺釘,使磨頭進刀量約等于砂輪寬度的2/3~3/4,而且力求兩端進刀量均勻。最后在空載情況下,將工作臺速度和磨頭進刀速度由小變大檢查工作臺換向和磨頭斷續進刀動作是否協調,并進行微量綜合調整,直至達到最佳工作狀態。 |
產品展示
聯系我們
公司地址:南通市通州區通揚南路588號
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn