


磨削技術(shù)
數(shù)控平面磨床潤滑系統(tǒng)的故障診斷 |
| 發(fā)布時間:2021/12/22 |
| 數(shù)控平面磨床潤滑系統(tǒng)的故障診斷 一、數(shù)控平面磨床潤滑系統(tǒng)的故障分析 通過一臺數(shù)控平面磨床潤滑系統(tǒng)電氣控制原理、控制程序及各種報警信號來說明潤滑系統(tǒng)的一般診斷方法。 例12某數(shù)控平面磨床在運(yùn)行過程中,潤滑中斷并發(fā)出報警。該平面磨床的潤滑系統(tǒng)采用FANUCPMC進(jìn)行自動控制。 潤滑系統(tǒng)的電氣控制原理如圖18所示,潤滑系統(tǒng)PLC控制梯形圖如圖19所示。在正常工作時,按下運(yùn)轉(zhuǎn)準(zhǔn)備按鈕,潤滑電機(jī)要運(yùn)行15s,檢查壓力開關(guān)合上,然后潤滑電機(jī)停止運(yùn)行25min,檢查壓力開關(guān)已打開,潤滑電機(jī)再運(yùn)行15s,這樣周而復(fù)始,使平面磨床處于正常的潤滑狀態(tài)。 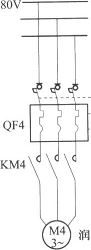 圖18潤滑系統(tǒng)電氣控制原理圖 當(dāng)潤滑系統(tǒng)發(fā)生油路泄漏、堵塞或潤滑電機(jī)過載故障時,潤滑電機(jī)停止工作,并發(fā)出故障報警,發(fā)光二極管以0.5s的間隔時間閃爍,并把報警信息送到R寄存器652地址的高4位。 1.潤滑系統(tǒng)正常時的控制程序 按運(yùn)轉(zhuǎn)準(zhǔn)備按鈕SB8,23N行X17.7為1,使輸出信號Y86.6接通中間繼電器KA4線圈,KA4觸點又接通接觸器KM4,使?jié)櫥姍C(jī)M4啟動運(yùn)行,23P行的Y86.6觸點自鎖。 當(dāng)Y86.6為1時,24A行Y86.6觸點閉合,TMl7定時器開始計時,設(shè)定時間為15s,到達(dá)15s后,TMl7(R613.0)為1,23P行的R613.0觸點斷開,Y86.6為0,潤滑電機(jī)停止運(yùn)行,同時也使24D行輸出R600.2為1并自鎖。 24F行的R600.2為1,使TMl8定時器開始計時,計時時間設(shè)定為25min,到達(dá)時間后,輸出信號R613.1為1,使24G行的R613.1觸點閉合,Y86.6輸出并自鎖,潤滑電機(jī) M4重新啟動運(yùn)行,重復(fù)上述控制過程。 2.潤滑系統(tǒng)故障時的狀態(tài)監(jiān)控 (1)當(dāng)潤滑油路出現(xiàn)泄漏或壓力開關(guān)SP2(見圖18)失靈,M4已運(yùn)行15s,但壓力開關(guān)SP2未閉合,24B行的X4.5觸點未打開,R600.3為1并自鎖,則一方面使241行 R616.7輸出為1,使23N行616.7觸點打開,斷開潤滑電機(jī);另一方面24M行616.7觸點閉合,使Y48.。輸出信號為1,接通報警指示燈(發(fā)光二極管HLl亮),并通過TM02、TM03定時器控制使信號報警燈閃爍。 (2)當(dāng)潤滑油路阻塞或壓力開關(guān)失靈,在M4已停止運(yùn)行25min后壓力開關(guān)未打開,24G行的X4.5未打開,R600.4輸出為1,同樣使241行的R616.7輸出為1,結(jié)果與第一種情況相同,使?jié)櫥姍C(jī)不再啟動,并報警。 (3)如果潤滑不足,液位開關(guān)SL閉合,24J行的X4.6閉合,同樣使R616.7為1,斷開M4并報警。 (4)潤滑電機(jī)M4過載,自動開關(guān)QF4斷開M4的主電路,同時QF4的輔助觸點合上,使241行的)(2.5合上,同樣R616.7為1,斷開M4的控制電路并報警。 通過24P、25A、25B和25C行,將四種報警狀態(tài)傳輸?shù)絉652地址中的高4位中,即11652.4過載、R652.5潤滑油不足、R652.6油路泄漏和R652.7油路阻塞。通過CRT/MDI查閱診斷地址DGN N0652的對應(yīng)狀態(tài),如哪一位為1,即為哪一項的故障,從而確認(rèn)報警時的故障原因。 二、潤滑系統(tǒng)的故障診斷 數(shù)控平面磨床潤滑系統(tǒng)狀態(tài)的好壞直接影響到平面磨床導(dǎo)軌、主軸等機(jī)械裝置的潤滑,它是伺服系統(tǒng)驅(qū)動一個必要的使用條件,否則容易引起機(jī)械磨損及伺服性能的下降。本例潤滑系統(tǒng)的控制,由于PLC控制及報警狀態(tài)的完善,故很容易判斷出故障的原因。但對有些報警不完善的數(shù)控平面磨床,一旦出現(xiàn)這方面的報警,就要從過載、潤滑油不足、油路泄漏和油路阻塞等方面進(jìn)行檢查。同時,很重要的一個方面,就是要加強(qiáng)日常維護(hù),以保持潤滑系統(tǒng)的正常運(yùn)行。 例13某數(shù)控龍門銑床,用右面垂直刀架銑產(chǎn)品機(jī)架平面時,發(fā)現(xiàn)工件表面粗糙度達(dá)不到預(yù)定的精度要求;這一故障產(chǎn)生以后,把查找故障的注意力集中在檢查右垂直刀架的主軸箱內(nèi)的各部滾動軸承(尤其是主軸的前后軸承)的精度上,但出乎意料的是各部滾動軸承均正常;后來經(jīng)過研究分析及細(xì)致的檢查發(fā)現(xiàn):為工作臺蝸桿及固定在工作臺下部的螺母條這一傳動副提供潤滑油的四根管基本上都不來油,經(jīng)調(diào)節(jié)布置在床身上的控制這四根油管出油量的四個針形節(jié)流閥,使?jié)櫥凸芰髁空#@時工件表面粗糙度即符合了精度要求。 |
產(chǎn)品展示
聯(lián)系我們
公司地址:南通市通州區(qū)通揚(yáng)南路588號
聯(lián)系電話:0513-87119922
聯(lián)系人:李先生
手機(jī):15606292777
郵箱:sales@nt2mt.com
網(wǎng)址:http://www.dell-d630.com.cn
聯(lián)系電話:0513-87119922
聯(lián)系人:李先生
手機(jī):15606292777
郵箱:sales@nt2mt.com
網(wǎng)址:http://www.dell-d630.com.cn