


磨削技術
薄片平面的磨削 |
| 發布時間:2020/12/21 |
| 薄片平面的磨削 墊圈、摩擦片、樣板等厚度較薄或比較狹長的工件均稱為薄片、薄板工件。這類工件剛度差、磨削時很容易產生受熱變形和受力變形。尤其是工件在磨削前有翹曲變形,這時如果用電磁吸盤進行裝夾,在吸力作用下會產生很大的彈性變形,翹曲暫時消失,但去除吸緊力,放松工件后,彈性變形消失,工件又恢復成原來的翹曲形狀。 針對薄片工件磨削的特點,可采用以下措施來減小工件因受熱或受力產生的變形。 1)應選擇硬度較低、粒度較粗、組織疏松的自剛玉砂輪進行磨削,并應及時對砂輪進行修整,保持砂輪的鋒利。 2)磨削時應采用較小的背吃刀量和較高的工作臺縱向進給速度。 3)應供應充分的切削液,改善磨削條件。 4)改進裝夾方法,減小工件的受力變形。 1.平面磨床磨削參數的選擇 選用較軟的砂輪,采用較小的磨削深度和較高的縱向進給速度,供應充分的磨削液等來改善磨削條件。 2.平面磨床裝夾方法 (1)墊彈性墊片在工件下面墊很薄的橡皮或海綿等彈性物質(見圖73),并交替磨削兩平面。因橡皮等能夠壓縮,因而減少了工件的彈性變形,磨出的工件較平直。當工件兩平面交替磨削幾次后,工件的平面度誤差會逐漸減小。 (2)墊紙首先要分辨出彎曲的方向,用電工紙墊入空隙處,并粘在工件上(見圖74),以墊平的一面吸在電磁吸盤上磨另一面。磨出一個基準面并交替磨削兩面。 (3)涂蠟工件一面涂以白蠟(見圖75),并在砂輪端平面上摩擦,使之與工件齊平,吸住該面磨另一面。磨出一個基準面并交替磨削兩面。 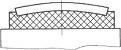 圖73彈性墊片法 圖74墊紙法 (4)用導磁鐵為了減小電磁對工件的吸力,可以把工件放在導磁鐵上(見圖76)。導磁鐵的絕磁層與電磁吸盤絕磁導對齊,導磁鐵的高度應適當,保證工件能吸牢。由于導磁鐵的作用,減小了磁力線對工件的吸力,從而使工件彈性變形得剄改善。  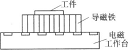 圖75涂蠟法 圖76用導磁鐵法 (5)用平面磨床專用夾具有些零件如長導軌,磨削時可以采用專用夾具裝夾,將工件一面磨好,減少彈性變形,然后以此面為基準吸在電磁吸盤上磨另一平面。 (6)先研磨出一個基準面 先用手工或機械方法研磨出一個基準面,然后吸住磨另一面,再交替磨削(見圖77)。 (7)利用平面磨床工作臺剩磁 工作臺剩磁吸力比較 圖77先研出一個基準面小,可以利用這一點來裝夾小工件,以減小彈性變形。注意磨削深度一定要小,并充分冷卻。 |
產品展示
聯系我們
公司地址:南通市通州區通揚南路588號
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn