


45鋼細長軸的磨削 |
| 發布時間:2020/9/5 |
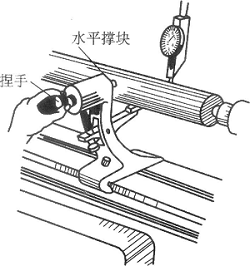
圖1所示的細長軸,材,料為45鋼,經調質處理,其硬度為230-250HBW,抗拉強度Rm為750MPa,伸長率6為13%,沖擊韌度口K為39.2J/cm2,熱導率K為50.2W/(m·K)。材料的磨削加工性相對較好。 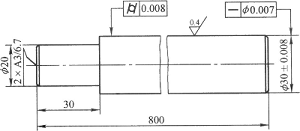 圖1 細長軸 此細長軸的加工精度和表面質量較高,它的長徑比大于20,工件的剛度較差,在磨削力的作用下,易產生振動和彎曲變形,造成磨削出的工件呈現竹節形和腰鼓形,使工件的形狀誤差增大,所以磨削此細長軸有一定的難度。 1.磨削前的準備 1)選用M1432A型萬能外圓磨床。 2)選用WAF46K6V為特性的砂輪,并做好砂輪平衡工作。 3)先把磨床空運轉3-5min,以排除液壓缸中的空氣。 4)把上、下工作臺的標尺刻度調整到“0”位,以使工作臺沿縱向移動的方向和工件軸線平行。 5)為了保證工件磨削后的圓度,應對工件兩端中心孔進行研磨,研磨后擦洗干凈,涂上潤滑脂。 6)為減小徑向磨削力,應用帶尖角的金剛石筆,把砂輪修整得鋒利一些6在粗磨時,把砂輪修整得粗糙一些。在精磨時,把砂輪修整得鋒利一些,并把砂輪的兩尖角用磨石輕微倒圓,以防止脫粒劃傷工件表面。 7)根據工件的長度調整磨床尾座在工作臺上的位置,使磨床頭架與尾座兩頂尖的距離小于工件長度。 2.磨削步驟 1)工件用兩頂尖定位,調整頂尖的頂緊力。頂緊力要小,否則會使工件彎曲。調整時,左手輕輕轉動工件,略感輕松。以松手后工件不會因雞心卡頭偏重而自轉為宜,如圖2所示。
圖2 頂緊力的調整 2)在工件的中部磨出申心架支承的外圓口此外圓直徑為?30+0.08+0.05mm,它的圓度和徑向圓跳動應在0.005mm以內,長度大于中心架托爪的寬度,表面粗糙度值應達到Ra0.4μm,采用切入法磨出。 3)調整中心架。在磨好的中心架要支承的工件外圓處,安裝好中心架。調整沖心架垂直與水平托爪時,以不使工件變形和位移為原則,不能破壞兩頂尖對工件的定位,但必須使中心架兩托爪面與工件外圓接觸。為了防止調整時工件受力變形,也可分別將指示表的測量頭放在支承圓和外側素線上,然后使工件旋轉,分別調整兩托爪,使指示表的指針擺動1-2小格為宜。然后在中心架托爪處注上潤滑油。 4)粗磨?30mm±0.008mm外圓,留精磨余量0.07-0.08mm。在磨削的過程中,一定要用千分尺檢查工件兩端和中間直徑是否相同。如不相同,就需調整上工作臺與中心架托爪。為了便予掌握調整量,可在工件外側素線用指示表測量。一定要在達到圓柱度要求后,才磨至要求的尺寸。這時的磨剽用量是:υc=35m/s,nw=70-85r/min,ap=0.005-0.012mm,f=(0.3-0.6)8mm/r。 5)精修整砂輪,為精磨作準備。 6)磨削中心架支承的外圓至?30+0.015+0.010mm,按照3)的要求與方法,重新調整中心架,然后用指示表檢查,支承圓的徑向圓跳動應小于0.004mm。 7)精磨?30mm±0.008mm外圓至尺寸。 3.注意的問題 1)磨削中心架支承圓時,由于工件剛度差,會產生振動,毛坯也有可能彎曲,為了保證此處的圓度,砂輪的切入速度一定要盡量慢。 2)在磨削的過程中,要檢查頂尖對工件的頂緊力的變化,如不符合要求,要作適當的調整,不能過松或過緊,并隨時進行潤滑。 3)修整砂輪時,應選用0.7ct(1 ct=1*10-4 kg)的金剛石,金剛石的尖角應為80o左右,以保證修整出的砂輪鋒利,從而減小磨削阻力。 4)要隨時檢查工件的圓柱度誤差。如果超差;應對上工作臺和中心架水平托爪進行微調。 5)工件雖有中心架輔助支承,但是由于工件剛度的影響,還會產生形狀誤差,這時應增加光整次數,并減小縱向進給量,來消除誤差。 6)工件磨好后,要垂直吊放,以防變形。 |
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn