


磨削技術
數控平面磨床返回基準點故障 |
| 發布時間:2020/7/19 |
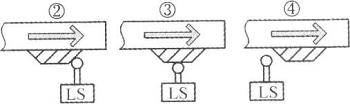
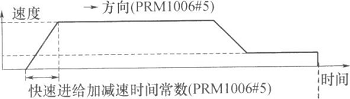
| 數控數控平面磨床基準點的坐標值是相對于數控平面磨床零點設置的,是聯系數控平面磨床坐標系和工件坐標系的關系點,每次啟動數控平面磨床,都要進行返回基準點操作。目前,返回基準點主要有使用脈沖編碼器(或光柵尺)的柵格法和使用磁感應開關的磁開關法兩種。磁開關法因有定位漂移而較少應用,常用的是柵格法。 1.柵格法返回基準點控制原理 采用增量式光電脈沖編碼器或光柵尺返回基準點的方法稱為增量柵格法。為保證準確定位,在到達基準點之前必須使數控數控平面磨床的伺服系統自動減速,因此在數控數控平面磨床工作厶I=1上安裝有減速擋塊及相應的檢測元件。下面,以FANUC Oi系統的數控數控平面磨床為例,簡要敘述擋塊式增量柵格法返回基準點的控制原理和工作過程,如圖所示。 快速進給速度 Vl(PRMl420)慢速進給速度 V2(PRMl425)
快速進給速度參數(PRMl420)、慢速進給速度參數(PRMl425)、加減速時間常數(PRMl620)、柵格偏移量參數(PRMl850)等分別由數控系統的相應參數設定。編碼器除產生反饋位移和速度的脈沖信號外,還每轉產生一個零標志信號即基準信號PCZ。數控平面磨床返回參考點的操作步驟如下。 (1)將方式開關撥到“回零工作方式”擋,選擇要返回基準點的軸,按下該軸正向點動按鈕(+J),該軸先以快速移動速度(V1)移向基準點減速開關,如圖中①。②的過程。 (2)當安裝在工作臺下面一起運動的減速擋塊壓下減速開關觸點時,如圖中②_③的過程,減速信號(術DEC)由通(ON)轉為斷(OFF)狀態,工作臺進給減速,按參數設定的慢進給速度(V2)繼續移動。減速可降低移動部件的運動慣量,使得停留位置準確。 (3)柵格法是采用脈沖編碼器上每轉出現一次的柵格信號PCZ來確定基準點,該信號也稱為一轉脈沖信號,當減速擋塊釋放檢測開關時,如圖6—1中③_④的過程,減速信號由斷(OFF)轉為通(ON)后,數控系統將等待編碼器上的第一個柵格信號的出現。該信號一出現,工作臺運動就立即停止,以此位置作為數控平面磨床基準點,同時數控系統發出基準點返回完成信號,基準點燈亮,表明數控平面磨床該軸返回基準點成功。 需要注意的是,柵格信號(GRID)并不是編碼器直接發出的信號,而是數控系統在一轉信號PCZ和軟件共同作用下產生的信號。FANUC公司使用柵格信號的目的,就是可以通過調整柵格偏移量(FANUC 01中由PRMl850號系統參數設定),在一定范圍內靈活調整數控平面磨床基準點位置。數控數控平面磨床使用中,只要不改變脈沖編碼器與絲杠間的相對位置或不移動基準點擋塊和檢測開關調定的位置,柵格信號就會以很高的重復精度出現。 數控平面磨床不能正確返回基準點是數控數控平面磨床常見的故障之一。下面介紹幾種數控平面磨床在返回基準點時的故障。 2.數控平面磨床不能返回基準點 數控平面磨床不能返回基準點,一般有三種情況: (1)偏離基準點一個柵格距離。造成這種故障的原因有三種:①減速(板)擋塊位置不正確;②減速擋塊的長度太短;③基準點用的接近開關的位置不當。該故障一般在數控平面磨床大修后發生,可通過重新調整擋塊位置來解決。 (2)偏離基準點任意位置,即偏離一個隨機值。這種故障與下列因素有關:①外界干擾,如電纜屏蔽層接地不良,脈沖編碼器的信號線與強電電纜靠得太近;②脈沖編碼器用的電源電壓太低(低于4.75V)或有故障;③數控系統主控板的位置控制部分不良;④進給軸與伺服電機之間的聯軸器松動。 (3)微小偏移。其原因有兩個:①電纜連接器接觸不良或電纜損壞;②漂移補償電壓變化或主板不良。 例 一臺使用FANUC 0i TB系統的數控車床,z軸方向加工尺寸不穩定,系統無報警顯示。 故障分析與處理:檢查傳動系統間隙、伺服系統的穩定性、返回基準點動作以及編碼器信號均正常。再檢查相關機械結構,發現減速擋塊緊固螺釘松動,擋塊移動,導致返回基準點無規律漂移,Z軸方向加工尺寸超差,工件報廢。調整、緊固減速擋塊后故障消失。 3.數控平面磨床在返回基準點時發出超程報警 這種故障有兩種情況: (1)無減速動作,無論是發生軟件超程還是硬件超程,都不減速,一直移動到觸及限位開關而停機。可能是返回基準點減速開關失效,開關觸頭壓下后,不能復位,或減速擋塊處的減速信號線松動,返回基準點脈沖不起作用,致使減速信號沒有輸入到數控系統。 (2)返回基準點過程中有減速,但低速移動到觸及限位開關而停機。可能原因有:減速后,返回基準點標記指定的基準脈沖沒出現。其中,一種可能是在返回基準點操作中沒有發出返回基準點脈沖信號;或返回基準點標記失效;或由基準點標記選擇的返回基準點脈沖信號在傳送或處理過程中丟失;或測量系統硬件故障,對返回基準點脈沖信號無識別和處理能力。另一種可能是減速開關與返回基準點標記位置錯位,減速開關復位后,未出現基準點標記。 4.數控平面磨床在返回基準過程中狀態發生變化 數控平面磨床在返回基準過程中數控系統突然變成“NOT READY"狀態,但CRT畫面卻無任何報警顯示。出現這種故障也多為返回基準點用的減速開關失靈。 5.數控平面磨床在返回基準點過程中報警 數控平面磨床在返回基準點過程中發出“未返回基準點"報警,其原因可能是改變了設定參數所致。 某臺數控加工中心,在B軸進行返回基準點操作時,也能夠快速移動后轉為低速移動,但找不到基準點。 根據故障現象,首先檢測伺服系統和測量系統,經查均正常。數控系統返回基準點指令也正確。通過觀察I/O接El狀態,可見減速開關信號米DEC也正常。用顯示器檢查B軸測量系統所用的脈沖編碼器信號,發現無零標志信號PCZ輸出。由此可以確認故障是由于脈沖編碼器零標志脈沖丟失所致。拆開脈沖編碼器檢查,發現油污染嚴重,用無水酒精清洗脈沖編碼器后,重新裝機試車,數控平面磨床恢復正常工作。 |
產品展示
聯系我們
公司地址:南通市通州區通揚南路588號
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn