


磨削技術
用展成磨削法磨內球面的技巧與訣竅 |
|||||||||||||||
| 發布時間:2020/6/16 | |||||||||||||||
| 用展成磨削法磨內球面的技巧與訣竅 1.工藝準備 (1)閱讀分析圖樣。圖9—28所示為內球廄軸,材料為45鋼,熱處理淬硬至42HRC,內球面的半徑為R60,球面小于半圓,球面的水平軸線對柄部?80mm軸線的同軸度公差為?0.01mm,內球面的圓度公差為0.02mm,表面粗糙度值為Ra0.4Чm。?80和?40mm兩外圓已磨至要求。 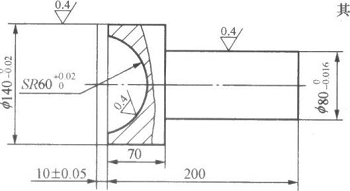 圖 內球面軸 (2)磨削工藝。采用展成法磨削內球面,在砂輪軸線和工件內球面軸線間夾角可按下式計算 sina=d/D=77.46/120=O.6455 a=40°12’ 磨削時采用切人磨削法,劃分粗、精磨,逐步提高尺寸精度和表面粗糙度。 (3)工件的定位夾緊。用三爪自定心卡盤或四爪單動卡盤夾持始。外圓,并找正。 (4)選擇砂輪。選擇特性為磨料WA(PA)、粒度F60~ F80、硬度J~L,結合劑V的平形砂輪,用金剛石筆修整砂輪端面和外圓。砂輪外圓直徑按下式計算 (5)選擇磨床設備。在M1432A型機床上進行磨削操作。 2.工件的磨削步驟與訣竅 1)檢查內球面磨削余量。 2)修整砂輪外圓直徑為?77.46±0.03mm。 3)裝夾工件,找正?80mm外圓,徑向圓跳動誤差小于0.005mm。 4)轉動砂輪架和頭架,使砂輪軸線和工件軸線間夾角a=40°12’。 5)移動工作臺和砂輪架,使工件內球面接近砂輪磨削位置。 6)啟動砂輪進行對刀、調整,經過多次調整,使砂輪均磨削工件內球面。 7)檢查磨削痕跡,調整內圓磨具中心位置,使砂輪中心工件球面中心等高。 8)試磨球面,并用球面塞規涂色檢驗內球面,經過多次整,使內球面符合圖樣要求。 9)粗、精磨內球面至圖樣要求,尺寸SR60mm對?80mm軸線的同軸度小于?0.01mm,圓度小于0.01 mm表面粗糙度Ra0.4Чm。 3.磨削注意事項與禁忌 1)磨削球面前必須將?80mm和?40mm外圓磨尺寸。在磨削內球面時必須找正?80mmmm外圓,避免找?40mm外圓而產生基準不重合誤差。 2)砂輪磨鈍后應及時修整,修整時一般只修砂輪的端面。 3)磨削時砂輪橫向進給量不宜太大,切削液必須充分澆i 4)注意進給刻度盤刻度值和實際進給量的不一致。 4.精度檢驗及誤差分析 用球面塞規或極限樣板檢驗內球面的尺寸和圓度。 (三)用展成磨削法磨外球面的技巧與訣竅 1.工藝準備 (1)閱讀分析圖樣。圖所示為球頭軸,材料為45,熱處理淬火至42HRC,端部球面尺寸為SR30mm、表面輪廓公差為0.03mm、對廬4096軸線的同軸度公差為如.01mm、幕粗糙度為Ra0.4Чm。螞8h6和垂4096兩外圓已磨至要求。 (2)磨削工藝。采用展成法磨削外球面,砂輪軸線和工佴面軸線闖夾角可按下式計算 sina=d/D=37.148/60=0.6191 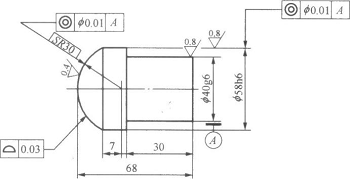 圖 球頭軸 磨削時采用切入磨削法,但由于機床頭架和砂輪架轉動了一定的角度,刻度盤數值和進給值不一致。劃分粗、精磨,逐步提高尺寸精度和改善表面粗糙度。 (3)工件的定位。夾緊用三爪自定心卡盤或四爪單動卡盤夾持?40g6外圓。 (4)選擇砂輪。選擇特性為磨料WA(PA)、粒度F60~ F80、硬度J~L、結合劑V的杯形砂輪。在砂輪內孔直徑按下式計算,由于工件球面小于半圓,選擇直徑稍小些的杯形砂輪,修整砂輪用金剛石筆。 為減少磨削時接觸面積,便于散熱,可在砂輪端面開出幾條直槽。用鋸條加少量水手工開出,槽寬2mm左右,槽深10mm左右,槽數一般為8條,經開槽的砂輪必須嚴格地靜平衡。 (5)選擇設備。在M1432A型磨床上進行磨削操作。 2.工件的磨削步驟與訣竅 1)檢查球面磨削余量。 2)修整砂輪磨削圓直徑,使磨削圓直徑d=37.148mm。 3)裝夾工件,找正聲4096外圓,徑向圓跳動誤差應小于0.005mm。 4)轉動砂輪架和頭架,使砂輪軸線和工件軸線間夾角口=38度15分。 5)移動工作臺和砂輪架,使工件外球面接近砂輪磨削位置。 6)起動砂輪進行對刀磨削,如果靠近球面外緣部分先磨到,則平面磨床砂輪架應橫向微量退刀;如果球廄靠近球心部分先磨到,則砂輪應橫向微量進刀。通過多次調整,在砂輪將均勻地磨削工件球面。 7)檢查磨削痕跡,使砂輪中心和工件球面中心等高。 8)試磨球面,并用球面套規涂色檢驗外球面的尺寸和面輪廓度。 9)粗磨球面,留精磨余量0.03一0.05mm。 10)精修整砂輪(修整砂輪外端面)。 11)精磨外球面至尺寸,保證SR30mm,對務4096軸線的同軸度誤差應小于0.01mm,表面輪廓度誤差應小于0.03mm,表面粗糙度值低于Ra0.4um。 3.磨削注意事項與禁忌 1)磨削球面前必須先將4096和j658h6外圓磨至尺寸,j658h6外圓可以和球面在一次裝夾中磨削,以減少累積誤差。 2)應使砂輪軸線與工件軸線等高,以保證加工球面的圓度。 3)砂輪磨鈍后不必修整內孔,只要用砂條修整砂輪的端面。 4)磨削中必須充分冷卻,砂輪切入速度要緩慢。 5)由于砂輪架已轉動一定的角度,進給刻度盤刻度值和實際進給值已不一致。 4.精度檢驗及誤差分析 (1)精度檢驗技巧。 球面的面輪廓度誤差可用球面套規檢驗。如果球心部分有顯示劑痕跡,說明角度偏小,可微調上工作臺,使角度增大。反之,如果球外緣部分有顯示劑痕跡,說明角度偏大,上工作臺反向調整,使角度減少。通過多次調整、試磨,使球面的弧度符合圖樣要求。 球面的檢驗也可用極限樣板,根據球面極限尺寸制成兩塊樣板,通過樣板和球面間的透光檢查,估計球面尺寸的準確度,接觸面積應大于90%。 (2)誤差分析與訣竅。 表 列出了外球面磨削時常見缺陷的產生原因和消除方法。 表 外球面磨削時常見缺陷的產生原因和消除方法
|
產品展示
聯系我們
公司地址:南通市通州區通揚南路588號
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://www.dell-d630.com.cn