


磨削技術(shù)
磨床砂輪的檢查、安裝、平衡和修整 |
| 發(fā)布時(shí)間:2019/8/27 |
| 磨床砂輪的檢查、安裝、平衡和修整 磨床砂輪是磨削的切削工具,它是由許多細(xì)小而堅(jiān)硬的磨粒用結(jié)合劑粘結(jié)而成的多孔體,如圖3—13所示o 1)磨床砂輪的特性 磨床砂輪的特性對(duì)工件的加工精度、表面粗糙度和生產(chǎn)率影響很大,磨床砂輪的特性包括磨料、粒度、結(jié)合劑、硬度、組織、形狀和尺寸等方面。 (1)磨料。磨料是磨床砂輪的主要原料,直接擔(dān)負(fù)著切削工作。磨削時(shí),磨料在高溫工作條件下要經(jīng)受劇烈的摩擦和擠壓,所以磨料應(yīng)具有很高的硬度、耐熱性及一定的韌性。常用的磨料有兩類: a、剛玉類,主要成份AL2O3,其韌性好,適用于磨削鋼等塑性材料。其代號(hào)是:A-棕剛玉,WA-白剛玉等。 b、碳化物類,硬度比剛玉類高,磨粒鋒利,導(dǎo)熱性好,適用于磨削鑄鐵及硬質(zhì)合金刀具等脆性材料。其代號(hào):C-黑碳化硅, GC-綠碳化硅等。 (2)粒度,粒度是指磨料顆粒的大小,粒度號(hào)以其所通過(guò)的篩網(wǎng)上每25.4mm長(zhǎng)度內(nèi)的孔眼數(shù)表示,例如70目粒度的磨粒是用每25.4mm長(zhǎng)度內(nèi)有70個(gè)孔眼的篩網(wǎng)篩出的。粒度號(hào)數(shù)字越大,顆粒越小。當(dāng)磨粒顆粒小于63斗m時(shí)稱為微粉(W),其粒度號(hào)則以顆粒的實(shí)際尺寸表示。 粗磨時(shí),選擇較粗的磨粒(30#~60#),可以提高生產(chǎn)率;精磨時(shí),選擇較細(xì)的磨粒(60#~120#),可以減小表面粗糙度值。 (3)結(jié)合劑。磨床砂輪中,將磨粒粘結(jié)成具有一定強(qiáng)度和形狀的物質(zhì)稱為結(jié)合劑。磨床砂輪的強(qiáng)度、抗沖擊性、耐熱性及耐蝕性,主要取決于結(jié)合劑的性能。 常用的結(jié)合劑有陶瓷結(jié)合劑(代號(hào)用V表示)、樹脂結(jié)合劑(B)和橡膠結(jié)合劑(R)。 (4)硬度。磨床砂輪的硬度和磨料的硬度是兩個(gè)不同的概念。磨床砂輪的硬度是指磨床砂輪表面的磨粒在外力作用下脫落的難易程度。即容易脫落稱為軟,反之稱為硬。GB/T 2484一1994《磨具代號(hào)》將磨床砂輪硬度用拉丁字母表示;G、H、J、K、L、M、N、P、Q、R、S、T……其硬度按順序遞增。 磨削硬材料時(shí),磨床砂輪的硬度應(yīng)低些,反之應(yīng)高些。在成形磨削和精密磨削時(shí),磨床砂輪的硬度應(yīng)更高些,一般磨削選用磨床砂輪的硬度應(yīng)在K—R。 (5)組織。平面磨床砂輪的組織是指磨床砂輪中磨料、結(jié)合劑、氣孑L三者體積的比例關(guān)系。磨床砂輪的組織號(hào)數(shù)是以磨料所占百分比來(lái)確定的,即磨料所占的體積愈大,磨床砂輪的組織愈緊密。磨床砂輪組織號(hào)由0、1、2、3……14共15個(gè)號(hào)組成,號(hào)數(shù)愈小,組織愈緊密。 組織與在4—7間的磨床砂輪應(yīng)用最廣,可用于磨削淬火工件及切削工具。0~3號(hào)用于成形磨削,而8~14號(hào)用于磨削韌性大而硬度低的材料。 (6)形狀及尺寸。根據(jù)機(jī)床類型和磨削加工的需要,磨床砂輪可制成各種標(biāo)準(zhǔn)形狀和尺寸,其常用的幾種磨床砂輪的形狀、代號(hào)和用途如表所示。 砂輪的特性一般用代號(hào)和數(shù)字標(biāo)注在砂輪上,有的砂輪還標(biāo)出安全速度。砂輪特性標(biāo)志及含義舉例如下: 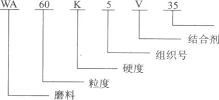 2)砂輪的檢查、安裝、平衡和修整 因砂輪在高速運(yùn)轉(zhuǎn)情況下工作,所以安裝前要通過(guò)外觀檢查和敲擊的響聲來(lái)檢查砂輪是否有裂紋,以防止高速旋轉(zhuǎn)時(shí)砂輪破裂。安裝砂輪時(shí),應(yīng)將砂輪松緊合適地套在砂輪主軸上,并在砂輪和法蘭之間墊以1~2mm厚的彈性墊圈(皮革或耐油橡膠制成),如圖14所示。 為使砂輪平穩(wěn)地工作,一般直徑大于125 mm的砂輪都要進(jìn)行平衡。平衡時(shí)將砂輪裝在心軸上,再放在平衡架導(dǎo)軌上。如果不平衡,較重的部分總是轉(zhuǎn)在下面,這時(shí)可移動(dòng)法蘭端面環(huán)形槽內(nèi)的平衡塊進(jìn)行平衡,直到砂輪可以在導(dǎo)軌上任意位置都能靜止。如果砂輪在導(dǎo)軌上的任意位置都能靜止,則表明砂輪各部分質(zhì)量均勻,平衡良好。這種方法稱為靜平衡,如圖15所示。 磨床砂輪工作一定時(shí)間后,其磨粒逐漸變鈍,砂輪表面空隙堵塞,砂輪幾何形狀磨損嚴(yán)重。這時(shí),需要對(duì)砂輪進(jìn)行修整,使已磨鈍的磨粒脫落,恢復(fù)砂輪的切削能力和外形精度。砂輪常用金剛石筆進(jìn)行修整,如圖16所示。修整時(shí)要用大量的切削液,以避免金剛石筆因溫度劇升而破裂。 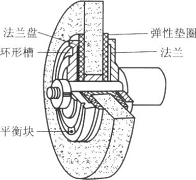 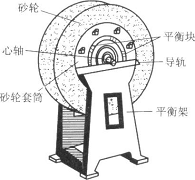 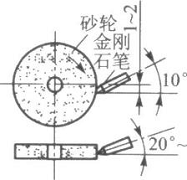 圖14砂輪的安裝 圖15平衡砂輪 圖16砂輪的修整 |
產(chǎn)品展示
聯(lián)系我們
公司地址:南通市通州區(qū)通揚(yáng)南路588號(hào)
聯(lián)系電話:0513-87119922
聯(lián)系人:李先生
手機(jī):15606292777
郵箱:sales@nt2mt.com
網(wǎng)址:http://www.dell-d630.com.cn
聯(lián)系電話:0513-87119922
聯(lián)系人:李先生
手機(jī):15606292777
郵箱:sales@nt2mt.com
網(wǎng)址:http://www.dell-d630.com.cn